What Are Smart Connected Operations?
Smart Connected Operations are gradually becoming vital for various industries. The Industrial Internet of Things is revolutionizing many industrial verticals, including the manufacturing sector. Manufacturers now have started using Industrial Internet of Things (IIoT) capabilities to digitize their businesses and find new ways to engage with customers and boost revenues. Various industries have started adopting Smart Manufacturing to increase their productivity and efficiency levels to meet customer demands.
Operational technology (OT) and Information technology (IT) are blending for the first time, to create new opportunities for digital manufacturers to disrupt the manner in which goods and services are offered to customers using real-time communications systems.
Industrial Internet of Things in manufacturing
Today, Industrial Internet of Things in the manufacturing sector has become paramount. Over the years, the most important strategic objectives for businesses have been to consistently provide high-quality products and services to customers. Manufacturers desire to deliver quality products on time, increase production capabilities and quickly introduce new products to gain a competitive edge in the markets.
The stiff market competitions are also forcing manufacturers to deliver more value to customers by improvising upon traditional products such as cars and jet engines to make them smarter and more aligned towards consumer needs. The need to optimize manufacturing processes to make them smarter, more profitable and more reliable is increasing by the day.
Industrial Internet of Things disrupts traditional manufacturing processes through Smart Connected Devices and Smart Connected Operations to make them smarter and more profitable. It drives digital transformation thus resulting in operational efficiency and expansion of businesses.
As an enabler for smart manufacturing operations, Industrial Internet of Things is rapidly gaining traction to speed up manufacturing processes and make them more predictable and reliable.
Connected operations form the base of every smart factory implementing Industrial Internet of Things. Smart operations have a special mechanism to capture, merge and analyse data availed from smart connected devices in the assembly line. The results are then fed back into the manufacturing process to optimize it.
The mechanism provides valuable insights to make tangible business decisions using untapped data. Also, in many instances, it automatically makes important decisions. This is what makes factories smart.
Smart factories
Smart Factories can be defined as: When a Smart Product is manufactured with the help of Smart Connected assets and devices, manufacturers, and Smart Connected Operations. Or a Smart factory is a connection factory used for smart manufacturing, operations, anomaly detection or predictive analytics or predictive maintenance which is also done with help of various existing and new tools and devices.
Smart Connected Manufacturers have to struggle with complex organizational and ecosystem-wide changes to meet production demands. This often creates work-related pressures in their operational processes. Moreover, production processes are interlinked. The subassembly created by a particular process functions as an input for the succeeding processes. Therefore, if one of the processes in the assembly line breaks down, the entire production comes to a halt.
The second issue is stocking of goods and material for production purposes. Huge amounts of capital are blocked in small, moving or locked inventories that could be utilized for more profitable purposes.
A challenge faced by most manufacturers is to meet customer demands on time. Often they commit to deliver a certain quantity of finished goods and fail from doing so because their manufacturing processes haven’t anticipated problems or issues which would delay the delivery.
A smart factory offers ways to successfully address some of these production related issues. It possesses the ability to adjust to, and learn in real-time from the data collected through various sensors connected to the assembly line. This makes smart factories more predictive, responsive and proactive.
Smart factories can also help in anomaly detection with help of smart connected operations, thus bringing in operational efficiency and increased productivity. Organizations can avoid operational downtime and easily meet productivity related challenges and achieve their set targets.
A properly optimized smart factory helps to execute operations with minimal human intervention and, is highly reliable. Automated workflows, synchronized assets, improvement in asset tracking and scheduling and reduced energy consumption helps manufacturers to increase yield, uptime, and quality. Waste is minimized and productions costs are drastically reduced.
Operational areas that smart factories help to improve:
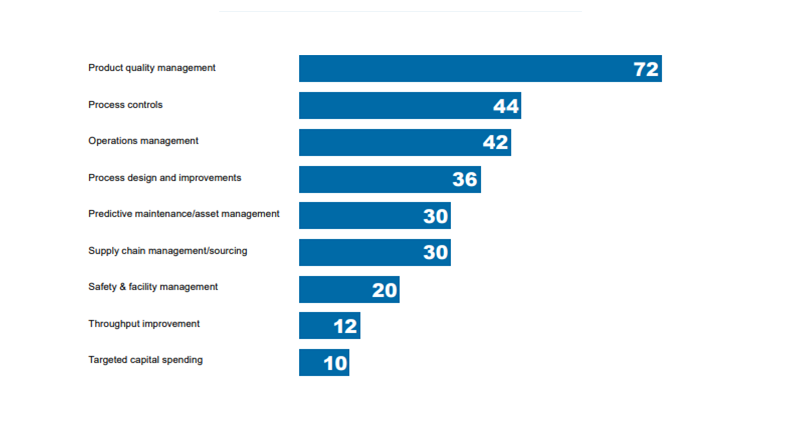
Note: the above numbers are in percentage
Key challenges currently faced by manufacturers
- Unexpected halts in the manufacturing process
- Reduced workers’ performance
- Unfulfilled customer commitments
- Dealing with risks
- Availing useful and actionable insights from production data
- Creating visibility in the work process and status
Why smart connected operations?
Smart connected operations are made up of an adaptable system that can self-optimize its performance and self-adapt to learn from new conditions in real, or near-real-time, to autonomously run production processes.
Smart Connected Operations define what a quintessential manufacturing facility or a production line of the future will look like. It takes into account the Industrial Internet of Things enabled MOM applications that fuse with Industrial Internet of Things enabled devices and IIoT powered business systems.

Smart Connected Operations sense internal as well as external operating systems, conditions and events. As more assets, devices, systems, sensors, and people get connected to smart operations, more structured and unstructured data is generated. Using new analytical techniques to discover previously “hidden” results, SCO allows manufacturing organizations in churning out real-time data with respect to manufacturing operations which will be helpful in predictive analysis, anomaly detection or predicting future demands.
A truly autonomous production environment can be created using embedded predictive analytics. Production equipment can be made intelligent to make human independent decisions in real business conditions. It’s important to note that creating a Smart Connected Operations production environment involves an incremental journey over the years. It is also important to modernize the traditional manufacturing systems if the top business goals are to be achieved.
Characteristics of smart operations
-
Connected
‒ Datasets generated through connected sensors are pulled continuously
‒ Initiates real-time data enabled collaboration between suppliers and customers
‒ Facilitated collaboration across departments (i.e. improved feedback between product development and production)
-
Optimized
‒ Reliable and predictable production capabilities
‒ Increase in asset uptime and production efficiency
‒ A totally automated production process
‒ Material handling with almost zero human intervention
‒ Reduced cost of quality and production
-
Transparent
‒ Real-time metrics and tools for supporting quick decision making
‒ Real-time insights into customer demands and forecasts
‒ Transparency in customer order tracking
-
Proactive
‒ Predictive anomaly identification and resolution
‒ Automatic re-stocking and replenishment of raw material/goods
‒ Early identification of supplier issues
‒ Real-time safety monitoring
-
Agile
‒ Flexible and adaptable process scheduling
‒ Impact of implementing product changes in real-time
‒ Scalable factory layouts and operations
Thus, Smart Connected Operations are becoming vital for industries across the globe and a lot of industries have already started converting their facilities to Smart Factories thus embracing Smart Manufacturing which is the need of the day.
Embrace Smart Manufacturing before your competitors and stay ahead of them. Contact us for a detailed discussion and quote on Smart Manufacturing for your company and we’ll get in touch with you.
Related Posts
Data Lake Solutions for Industries
All leading industries can take advantage of the data lake solutions as data lake architecture adapts to your business needs
Turning Businesses Digital with Mobile App Development
Using Mobile App Development to turn your business digital. Learn how Mobile Application benefits and helps your business grow.
Choosing between Native and Cross-Platform Mobile App Development
Choose a platform that suits your Business well. Learn what is the difference between Native v/s Cross Platform Mobile App Development.
Let’s talk!
We’d love to hear what you are working on. Drop us a note here andwe’ll get back to you within 24 hours
You might also like
Stay ahead in tech with Sunflower Lab’s curated blogs, sorted by technology type. From AI to Digital Products, explore cutting-edge developments in our insightful, categorized collection. Dive in and stay informed about the ever-evolving digital landscape with Sunflower Lab.