“Anomaly detection in Smart Connected Assets is an important aspect of Smart Manufacturing. If the performance of the machine or an asset is deviating from the set standards, it will affect the overall operations. Thus, detecting outliers or faults or anomalies before it actually occurs and, taking corrective steps is important during all the phases of the manufacturing process.”
What are smart connected assets?
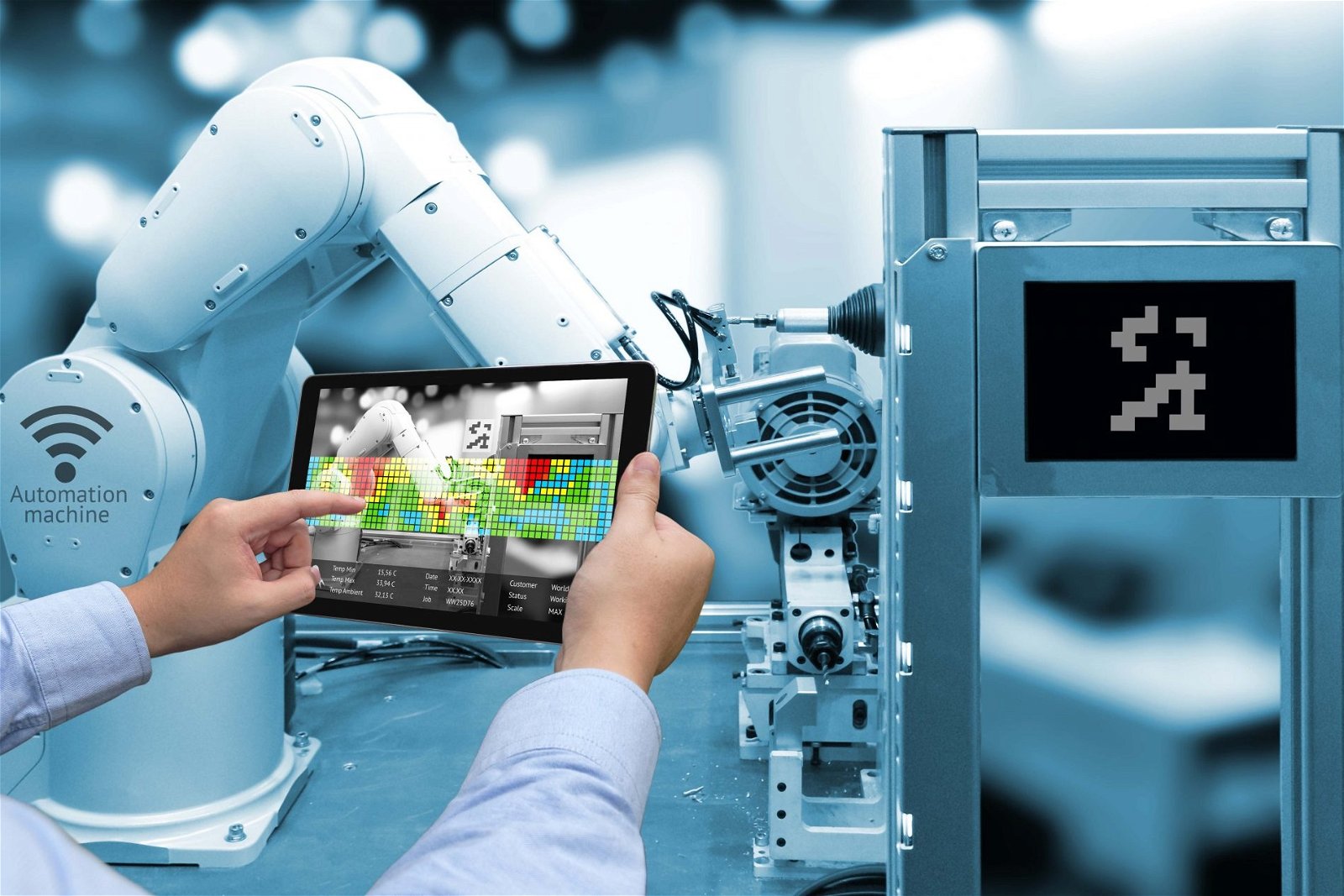
Smart Connected Assets are assets used by a business for manufacturing or delivery of goods and services. These assets can predict and respond to the environment by gathering the data from various other linked assets of the business. With the help of data, Smart Connected Assets can sense or predict any future failures in machines, environmental impact, supplier performance, customer requirements etc.
At the core of Smart Connected Assets is Industrial Internet of Things (IIOT). With IIoT connecting or linking the assets, and with the help of data gathered from them, it becomes possible to integrate, analyze or predict faults, failures or future demands. Smart Connected Assets can bring in better Asset Performance Management (APM) practices. With IIoT as an emerging trend, Industrial automation is also on the rise, thus resulting in rise of Smart Manufacturing and Smart Enterprise.
Smart Connected Assets and Smart Manufacturing
Smart Manufacturing has started gaining importance amongst various industries. In the USA it’s known as Smart Manufacturing whereas in China it’s called Made in China 2025 and in Europe, it’s known as Industry 4.0.
According to a blog by PTC, “Asia-Pacific is a leader in smart factories—due to essentially a large number of manufacturing industries in the region—and is expected to continue its growth between 2015 and 2020.”
With IIoT and Smart Connected Assets, it becomes possible for managers to remotely access, operate and manage these devices, i.e. asset tracking becomes easy for them from any location worldwide. Also, data gathering from these assets becomes vital for future processes and is done through industrial cloud computing. With the availability of this real-time data, decision making becomes easy for managers. Further, tasks like predictive analysis, predictive maintenance, and anomaly detection also get simplified. Smart Manufacturing aims at optimizing the manufacturing process to achieve operational efficiency and meet customer demands on time.
Today, most of the organizations are trying to achieve operational efficiency to stay ahead of their competitors. For this, the organization needs to leverage the collected data for various purposes ranging from anomaly detection to asset tracking and management to meeting customer demands, increasing profits as well as achieving operational efficiency.
Anomaly detection in Smart Manufacturing
Anomaly detection is of great importance when it comes to asset performance management in smart manufacturing and, with the help of gathered data and predictive analysis, anomaly detection can be predicted long before it is detected by standard operational systems. However, early anomaly detection will not help you figure out what is wrong with the asset. To know where the problem lies, tests will have to be scheduled along with a detailed study of the data. The data is gathered by concluding various test cases with questions like “what needs to be done”, “how should it be done”, “what if analysis” etc.
When such data is gathered over a period of time, it builds a knowledge bank which helps brings solutions to anomalies arising in future. So, whenever such signs of anomaly appear in the asset, the data from knowledge banks can be leveraged to know where the fault lies and a solution can be worked out even before there is actual downtime of the asset.
Let’s first define an Anomaly:
“Anomaly means, a deviation in the asset’s normal or standard performance.”
“Anomaly can also be defined as a malfunction or error in operational performance.”
Anomaly detection involves the process of identifying the abnormal behavior of the device/ asset/program/machine. To detect an anomaly, knowledge of normal behavior is imperative. A fault is a type of “Anomaly” but all anomalies are not faults. For e.g. overheating of an electric motor can be considered as an anomaly, but if the temperature is within permissible limits, it might not be considered as a fault. However, if the temperature rises above the permissible limits, thus interrupting the motor’s operation, it can be considered as faulty.
So we can conclude that the outcome or result of an anomaly or fault is independent of its initial event, thus being intentional or accidental and will still impact the production in the same way rather than different ways.
Anomalies are usually categorized as cyber or physical with respect to their components which are networks or machines. But since the systems i.e. networks and machines are always integrated and not separate, this domain-specific approach divides anomalies unnaturally which is not logical. With evolving systems and technologies, anomalies will also evolve and transform or cause different types of anomalies. The types of anomalies depend on aspects like temporality, domain, and multiplicity.
The “temporality” aspect defines whether the anomalies occur at once or over a period of time.
The “domain” suggests the anomaly with respect to cross-domain interactions and so, “Domain” aspect is useful in studying cross-domain interactions of Smart Manufacturing systems.
The “multiplicity” aspect differentiates between the anomalies occurring in a single component or in multiple components at once.
Types of anomalies and its detection mechanisms:
1. Snapshot: anomalies that are immediately observed without the consideration of temporal behavior
2. Dynamic anomalies: are those that have a temporal attribute and evolve over a period of time as in a trend. Such anomalies may also manifest in snapshot anomalies.
3. Physical domain: assets supported by cyber components and controlled or monitored by computer-based algorithms
4. Cyber domain: Functions like communication, controls, and diagnostics supported by network components in Smart Manufacturing
5. Single component: anomalies manifesting only in the single component of a system viz., robot, sensor or a controller
6. Multiple components: anomalies manifesting in sub-set or multiple components. This anomaly might have originated in a single component, but its effect would not be evident until multiple components are affected. Alternately, the anomaly may manifest in two or more components which might be independent units, but due to combined interactions it results in anomalous behavior (e.g. a machine’s program may be modified without accurate changes in its tools and this might result in individually correct behaviors, but the resultant product may be wrong or faulty).
7. Instantaneous anomalies: are the ones that are observed in the system without any prior indication. Such anomalies could manifest in either one or multiple variables and, it is not necessary that such anomalies will be detected in real time. They might be detected at the end of a production phase or stage. For e.g. two variables when observed individually might be acting normally, but, when viewed as one, might carry an anomalous behavior.
8. Evolving anomalies: with the evolution of process observations of physical or cyber domains, such anomalies might manifest in single or multiple sources. In such cases, the individual sources might be within the bounds but, their multivariate dynamics would conflict. One variable might increase, whereas the other might decrease resulting in anomalous behavior of the machine or asset.
9. Communication anomalies: are the ones observed in communication network viz., unexpected traffic, faulty data packets, lack of communication, breach of firewalls etc.
10. Event-based anomalies: occurring during an unexpected occurrence of an event or due to missing of an expected event.
11. Integration anomalies: manifest when the system and its elements function normally but, the result is anomalous. For e.g. when there are bugs in upgrades or part of a system is changed but, the algorithm is not adjusted according to the changes.
The detection mechanisms are based on approaches or dimensions and predictive capabilities of the system and data availability. The anomaly detection mechanisms are either used individually or in groups to resolve the problems. There are supervised, semi-supervised and unsupervised detection methods for anomalies. Various types of mechanisms for anomaly detection include:
1. Feature extraction with limit checking: this is a frequently used basic method for anomaly detection which includes checking whether the features of the numeric signal traces are deviating from the user-defined region of normal operation or not. This method is adopted for trend analysis where limits are defined explicitly to capture the drift values before the fault arises.
2. Signal models: it includes anomaly detection for measured process signals which show harmonic or stochastic oscillations. (E.g. rotating machinery’s measurements). Deviations from a normal behavior are identified using mathematical models which use dynamic observations for feature calculations. Signal models are used for reactive and predictive modes’ – domain analysis based on cyber-physical models to predict a remaining and useful life of a product.
3. Knowledge-based methods: in this method, static or dynamic measurements are compared to an existing set of rules or patterns to find deviations or faults. Some examples of knowledge-based methods are expert systems, rule-based, ontology-based, logic-based, and state-transition analysis. Using an expressive logic structure is recommended when a specific network or process faults are included in this model.
4. State estimation: this includes both supervised and semi-supervised anomaly detection wherein both the model parameters and structure are known. Based on the available parameters of input and output variables and previous values, the set of state variables are sequentially estimated.
5. Regression models: This method includes identifying whether predictors and dependent variables are related or not for anomaly detection. Generalized Linear Models (GLM), Partial Least Squares (PLS), Support Vector Regression (SVR), Gaussian Process Regression (GPR), Artificial Neural Networks (ANN), decision trees, and ensemble methods are some of the widely used methods for regression. Regression can work with dynamic or static data depending on the nature of predictors.
6. Classification: Classification methods help in recognizing as to which set of a predefined group a new observation belongs to on the basis of training data. One of the major benefits of using classification methods is that fault detection and diagnosis are performed at the same step
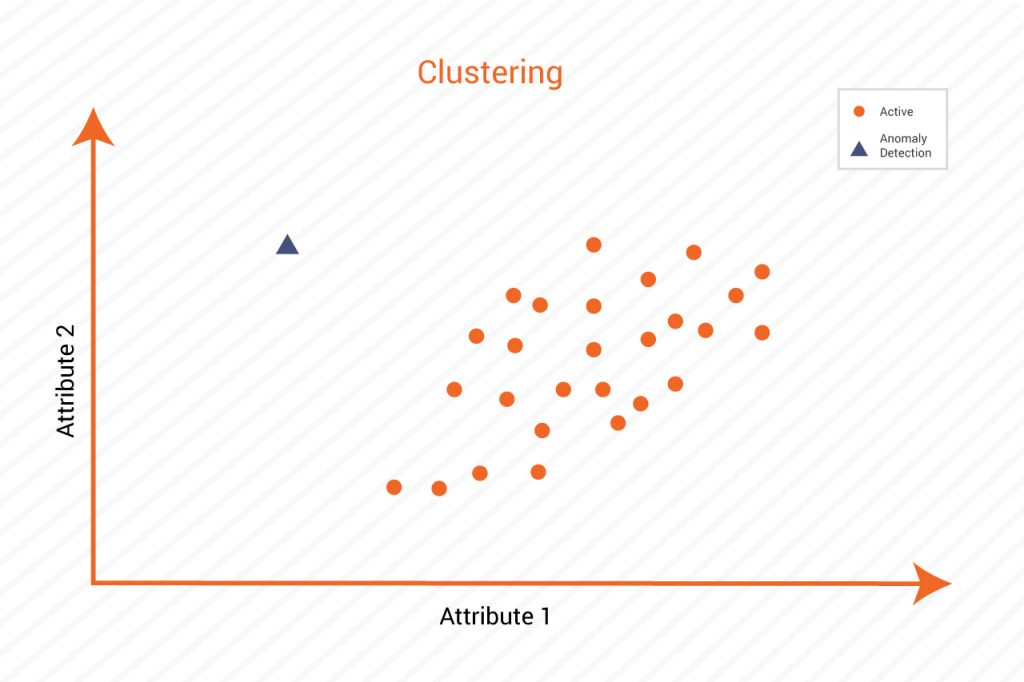
7. Clustering: process observations similar in a user-defined metric are assigned to the same cluster for anomaly detection. This method works with snapshot data in reactive mode and is often used in supervised, unsupervised or semi-supervised approaches. Based on density, distribution, connectivity, multiple forms of clustering are available.
Want to gear up your organization for Smart Manufacturing and take over your competitors? Contact us for further details and we’ll tell you how to do it efficiently.
Related Posts
Nothing found.
Let’s talk!
We’d love to hear what you are working on. Drop us a note here andwe’ll get back to you within 24 hours
You might also like
Stay ahead in tech with Sunflower Lab’s curated blogs, sorted by technology type. From AI to Digital Products, explore cutting-edge developments in our insightful, categorized collection. Dive in and stay informed about the ever-evolving digital landscape with Sunflower Lab.